Mobile conveyor belts are indispensable equipment across industries ranging from agriculture and construction to logistics, mining, and beyond, serving as essential tools for transporting and transferring materials. Their flexibility, mobility, simple structure, and ease of use have established them as core equipment in numerous sectors. As a leading manufacturer of mobile conveyor systems, we have consistently dedicated ourselves over the years to developing solutions that address real-world material handling challenges. Today, we will introduce this equipment by exploring its definition, common applications, and key advantages.


What Is a Mobile Conveyor Belt?
A mobile conveyor belt is a transport device capable of being relocated at any time. It primarily transports goods, bulk materials, or packages from one location to another. Unlike fixed conveyors, it features wheels or a walking mechanism, enabling flexible movement between different workstations or sites. Many models incorporate motorized drives, hence the alternative name portable electric conveyor belt.
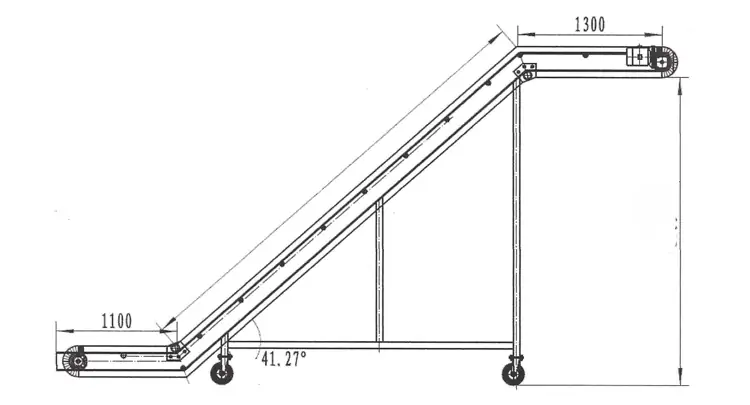
The structure of this equipment includes a drive unit, belt, frame, and mobile chassis. Many models also feature adjustable height and angle capabilities to accommodate varying material handling requirements. As a manufacturer, we can customize solutions based on customer specifications such as material type, conveying capacity, and site conditions to deliver optimal transportation solutions tailored to diverse needs.
Applications of Mobile Conveyor Belt
Due to its simplicity, ease of operation, and mobility, it finds extensive use across the following industries:
Warehousing and Logistics: In warehouse loading/unloading, goods sorting, and truck loading operations, mobile conveyors reduce manual handling time and accelerate logistics turnover.
Agriculture and Food Processing: Used for loading/unloading agricultural products like grains, feed, and vegetables; certain models are also deployed on food production lines.
Construction and Building Materials: Transporting sand, gravel, bricks, concrete, and other building materials at construction sites.
Ports and Freight: Handling container unloading and bulk cargo stacking at docks and freight terminals; its mobility effectively addresses temporary loading/unloading needs.
Manufacturing and Production Lines: Serves as a temporary extension or replacement for fixed conveyor systems, suitable for internal material handling and assembly line replenishment within factories.
The above outlines common applications. We can also customize mobile conveyor belts tailored to your specific production requirements.




Advantages of Using a Mobile Conveyor Belt
Selecting a mobile conveyor belt offers multiple benefits for businesses:
High Flexibility: Reusable across different locations to meet multi-station and multi-project demands.
Cost Reduction: Saves labor costs, equipment investment, and installation expenses for fixed conveyors.
Quick Installation: Streamlined design enables rapid deployment, minimizing downtime.
Enhanced Safety: Controls material flow, reducing safety risks associated with manual handling.
Customization Support: As manufacturers, we tailor parameters like belt speed, incline angle, and conveying capacity to client specifications.
Why Choose Us as Your Mobile Conveyor Belt Manufacturer
When you select us as your mobile conveyor supplier, you gain more than just equipment—you gain a partner with deep industry expertise. Here are our core advantages:
In-house engineering team: Our mechanical engineers tailor each conveyor to your specific load requirements, operating environment, and workflow.
Factory-Direct Pricing: Eliminate middlemen to obtain high-quality conveyors at highly competitive prices;
Global Service Support: Our mobile conveyor systems are exported worldwide, accompanied by installation, maintenance, and repair services;
Established Industry Reputation: We have provided conveyor solutions to over 500 enterprises across agriculture, construction, logistics, mining, and other sectors, achieving a 98% customer satisfaction rate.



Conclusion:
Through the above, we’ve explored What Is a Mobile Conveyor Belt along with its applications and advantages. As a manufacturer with over 30 years of production experience, we collaborate closely with you—whether you need a portable electric conveyor belt for warehouses or heavy-duty mobile belt conveyors for mining operations—to design solutions that boost efficiency, reduce costs, and adapt to your business growth. Contact us today for your latest quote.ess various large-scale vibrating screening challenges. Contact us now for updated quotes and information.